
Heizwendelschweißen
Beim Heizwendelschweißen ist der Geräteaufwand gering, die Handhabung einfach, die Ergebnisse sind erprobt und sicher.
Das Prinzip
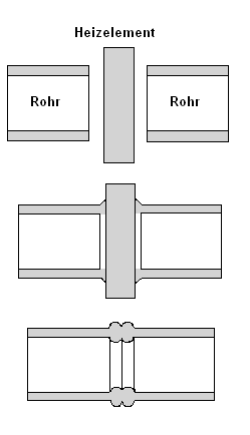
Schweißvorgang
Es darf nur ein auf den verwendeten Fitting abgestimmtes Schweißgerät verwendet werden. Die Werte werden vor der Heizwendelschweißung entsprechend Durchmesser und Nenndruck des Rohres am Schweißgerät eingestellt bzw. mit einem Lesestift eingelesen. Mittels Schweißkabel werden Gerät und Fitting verbunden. Der Schweißvorgang selbst läuft automatisch ab; bei modernen Geräten werden Schweißprotokolle erstellt. Die Rohrverbindung kann erst nach dem Abkühlen bewegt werden.
Jetzt Projekt anfragen
Nutzen Sie unsere Erfahrungen im Schweißen von Kunststoff. In einem ersten unverbindlichen, persönlichen Gespräch beraten wir Sie gern zu Ihren individuellen Problemstellungen. Nehmen Sie unter der Rufnummer +49 (0) 61 32 / 89 830-0 telefonisch Kontakt zu uns auf oder senden Sie uns eine Projektanfrage.